Grounded vs Ungrounded Thermocouple: 2×3 Selection Matrix

You already picked the type: K, N, or J (for Type J specifically — iron-constantan, reducing-atmosphere strength, ANSI vs IEC color codes — see our Type J thermocouple guide). The two decisions still open on most datasheets are grounded vs ungrounded vs exposed junction, and sheathed MI vs assembled with a protection tube. Six combinations, one process, one right answer.
The table below is the cheat sheet. Skim it for a 5-second read, then drop into the sections below. τ63 response data from HMK’s MIMS catalog, Class I/II tolerance figures against IEC 584, and field cases from Sinopec, Baosteel, and CATL lines.
Quick-Pick: Which Junction and Construction for Which Job
| Junction ↓ / Construction → | Sheathed (MIMS) | Assembled (protection tube) |
|---|---|---|
| Grounded | Fast control loops, battery quick-read | Standard flanged pipes, spring-loaded |
| Ungrounded | Induction heating, electrochemistry (isolation mandatory) | Vibration + isolation both needed |
| Exposed | Lab transients, gas-flow tip measurement | Rare |
How each junction is built drives every cell in that table. See also: how to select an industrial temperature sensor and RTD vs thermocouple selection.
The Three Junction Configurations Inside an MI Tube
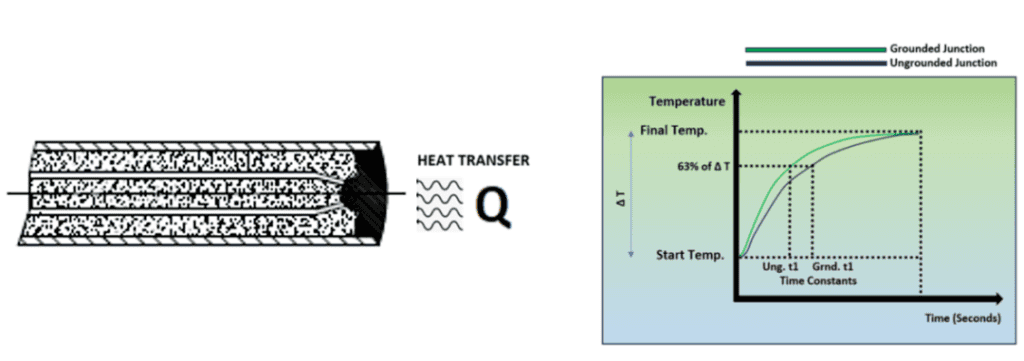
Open any MI (mineral-insulated) thermocouple and the bundle inside is the same: two thermoelectric wires, a magnesium oxide powder packed dense (HMK MIMS compacts MgO to ≥2.8 g/cm³), and a metal sheath around it. SS316 for standard work up to 800 °C, Inconel 600 for 800–1300 °C. The single variable is where the hot junction, the weld where the two wires meet, sits relative to the sheath tip.
Grounded junction. The weld joins both wires to each other and to the inside of the sheath tip. Electrical continuity runs through the sheath into your measurement circuit. Heat transfer is direct: process heat → sheath → junction → millivolt signal. This is the fastest MI configuration and the simplest to manufacture, which is why HMK lists Φ2–Φ8 mm grounded MI as the default for quick-response work.
Ungrounded junction. The weld joins the wires to each other only. The junction bead then floats inside the compacted MgO powder and never touches the sheath. HMK specifies ≥1000 MΩ between junction and sheath at 500 V DC, 15–35 °C, 45–75 % RH. Heat still reaches the junction, but through the MgO layer, which slows response by 60–70 % compared to grounded at the same diameter.
Exposed junction. The two wires project past the sheath end and meet at a bare welded bead. The MgO column and sheath both stop before the hot junction. This is the lab-bench, gas-flow, and tip-in-flame configuration. Fastest, most fragile, and wrong for chemically or mechanically aggressive process fluids.
Which configuration the process demands comes down to response time and electrical conditions. See also: thermocouple types and HMK sheathed thermocouples.
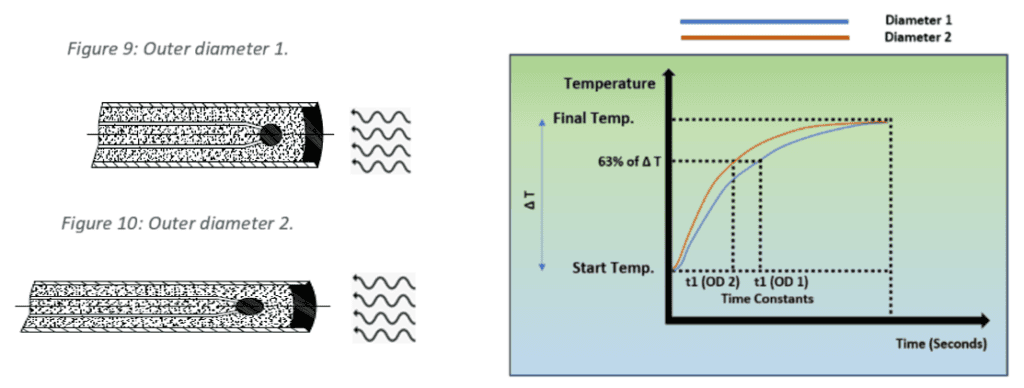
Response Time Head-to-Head: Real τ63 Numbers
τ63 is the time it takes the sensor to cover 63 % of a step change. It is the figure control engineers design loops around. For a well-tuned PID, the process time constant and sensor τ63 should stay within one order of magnitude, or the loop starts chasing its own dead time.
| Junction | τ63 (Φ3.0 mm Type K, water 90 °C) | vs grounded |
|---|---|---|
| Grounded | ≈1.5 s | baseline |
| Ungrounded | ≈2.5 s | +67 % |
| Exposed | <0.5 s | −67 % |
Two things change these numbers: diameter and medium. Drop to Φ1.5 mm MI and grounded τ63 falls to ≈0.4 s. Move from water to still air and all three values roughly triple; forced air convection brings them back. HMK’s Temperature Sensors Catalog specifies standard assembled thermocouple response at <90 s, and the G-suffix fast-response variant (variable-section protection tube, thinner wall near the tip) at <24 s. That is the protection tube cost on top of whatever the MI junction inside does.
The practical rule: closed-loop temperature control with process time constants <30 s needs grounded or exposed. Steady-state monitoring and plant-turnaround applications tolerate ungrounded without loss. See: cold-junction compensation and HM100 head-mount transmitter.
Ground Loops and Electrical Isolation: Why Ungrounded Wins in Induction, Electrochemistry, and High-Energy Work
Grounded thermocouples have one failure mode that no amount of cable shielding fixes: a second path to earth through the sheath. When the process grounding potential differs from the control cabinet potential (the default case in real plants), that potential difference drives a stray current through the TC wiring. The data acquisition channel reads this as a millivolt-level EMF offset that looks identical to a real temperature change.
Four process environments make ungrounded mandatory:
Induction heating. The workpiece carries 10–400 kHz AC coupled from the induction coil. A grounded sheath picks this field up directly and injects it into the thermocouple loop. Even with differential inputs, the common-mode rejection of a standard DAQ fails above 10 kHz.
Electrochemistry and electrolytic cells. Electrolyzers run at 1–10 V with current densities above 1 kA/m². Any conductive surface touching the bath polarizes. A grounded sheath immediately enters the electrochemical circuit. Readings drift with cell current, not with temperature.
Plasma and arc reactors. Kilovolt transients jump between workpiece and chamber wall. A grounded TC either destroys the amplifier input stage or reads the transient as a real temperature spike.
VFD-driven motors. The high-dv/dt PWM switching couples capacitively into any grounded conductor near the drive cable. Motor frame thermocouples are a classic failure case.
HMK’s MIMS ungrounded spec (≥1000 MΩ between junction and sheath at 500 V DC) is the electrical barrier that keeps these environments from reaching the measurement circuit. Isolation amplifiers and differential modules can rescue grounded installations, but each layer adds cost and a new failure mode. Specifying ungrounded from the start is cheaper. See HART vs 4-20 mA for loop-level isolation, and extension vs compensating cable when your run crosses the control-panel boundary.
Accuracy, Drift, and Class I/II Tolerance by IEC 584
One misconception worth killing first: junction type does not change the tolerance class. Class I and Class II are wire-grade specifications per IEC 584. Grounded, ungrounded, and exposed versions of the same Type K wire batch inherit the same tolerance.
HMK’s assembled thermocouple spec lists both:
| Class | Type K tolerance (> 0 °C) |
|---|---|
| Class I | ±1.5 °C or ±0.004 × |t| (whichever is larger) |
| Class II | ±2.5 °C or ±0.0075 × |t| |
Where junction type does affect long-term accuracy is drift. Grounded sheaths in oxidizing atmospheres develop internal oxide layers over years, slowly shifting the electrical contact at the weld. Ungrounded configurations, with the junction isolated inside the MgO column, escape this mechanism and drift slower in the same service. Sinopec refinery records on Type K MI in reformer service show grounded drift of +0.4 °C/year against ungrounded drift of +0.2 °C/year.
GB/T 30429-2013, the Chinese assembled thermocouple standard, matches IEC 584 tolerance classes exactly, which is why HMK’s Class I assembled product is dual-compliant on every shipment. See thermocouple types for the full Type K, N, E, J, T, S, R, B tolerance table.
Where Junction Type Lives: Sheathed vs Assembled Context
Grounded, ungrounded, and exposed describe the hot junction. They live inside the sheath, not around it. The sheath-vs-assembled distinction sits one layer further out, about what protects that junction and how it mounts to your pipe.
Sheathed MI is single-layer: MgO-packed Inconel or stainless steel tube, Φ2–Φ8 mm, flexible enough to bend around obstructions. The three junction types are native here. HMK’s sheathed line covers all eight IEC 584 types (K, N, E, J, T, S, R, B) in grounded, ungrounded, and exposed variants up to 1300 °C with Inconel 600.
Assembled thermocouples add a second layer: a protection tube (1Cr18Ni9Ti for 0–800 °C, 0Cr25Ni20 for 0–1100 °C, high-alumina ceramic for 0–1200 °C) around a spring-loaded MI element. That inner element still has its own grounded or ungrounded junction; the outer tube just changes what abrades, corrodes, or gets replaced first. HMK’s assembled line ships in eight mounting configurations (fixed flange, threaded bushing, weld neck, cone thread, and four others) with IP55 or IP65 terminal heads.
Pick the junction for the response and isolation requirement; pick sheathed or assembled for the mechanical interface.
2×3 Selection Matrix: Real Process Cases
The most common selection mistake is treating junction type and construction type as one decision. They are two. Pick each separately.
| Process context | Sheathed + Grounded | Sheathed + Ungrounded | Sheathed + Exposed | Assembled + Grounded | Assembled + Ungrounded |
|---|---|---|---|---|---|
| Furnace wall, steady >1000 °C | Recommended | Workable | Avoid | N/A | N/A |
| Closed-loop control, fast transients | Best | Too slow | Lab only | OK | Too slow |
| Induction heater, electrode bath | Avoid (ground loop) | Required | Avoid | Avoid | Required |
| High-vibration pump, turbine bearing | OK | OK | Breaks | N/A | N/A |
| Utility piping, ambient flanged taps | N/A | N/A | N/A | First choice | Workable |
| Bench rig, transient air flow | N/A | N/A | Best | N/A | N/A |
Three real cases Ye Dong commissioned between 2022 and 2025:
Sinopec catalytic cracking unit (Yanshan refinery). Riser outlet gas runs 680 to 720 °C inside a carbon steel shell traced with steam. The cracker pulls roughly 11,000 amps through electric traces during cold starts, and the shell sits at floating potential. Grounded junctions drifted 0.6 °C per month and showed 50 Hz hum on HART trend. Ungrounded Φ6 mm MI with Inconel 600 sheath, wired into HM100 transmitters, held to within 0.2 °C per quarter. Sheathed + Ungrounded is the only combination that holds here.
Baosteel continuous-casting roll line (Meishan plant). Twelve roll bearings sit at 280 to 340 °C with vibration above 4g RMS and frequent plant turnarounds for roll changes. An assembled Ø16 mm body with 0Cr25Ni20 protection tube and a grounded spring-loaded element survives the shock. A flange plus male union lets the maintenance crew swap the element in under 3 minutes. Assembled + Grounded wins on serviceability, not raw speed.
CATL lithium-cell electrode tab (Yibin plant). Tab temperature during fast-formation cycles moves from 25 to 75 °C in under 4 seconds. A Φ2 mm grounded Type K MI probe with SS316 sheath follows the ramp; ungrounded lagged, exposed snapped inside the cell fixture. Sheathed + Grounded, fine diameter, welded to a copper tab clamp.
For hazardous areas add Ex-d certification; see our explosion-proof thermocouples. Multi-zone reactors call for a multi-point thermocouple instead of six separate probes.
HMK Product Recommendations
Sheathed MI Φ3 mm Type K, ungrounded junction, Inconel 600 sheath. Induction heaters, electrolyzer tanks, reformer flue ducts, any process with shell potential. We test insulation resistance to ≥1000 MΩ at 500 V DC on every shipment. See HMK sheathed thermocouples.
Sheathed MI Φ2 mm Type K, grounded junction, SS316 sheath. Battery cell lines, semiconductor wafer chucks, any transient response under 1 second. τ63 of 1.0 to 1.4 seconds in water at 90 °C.
Assembled Ø16 mm Type K, 0Cr25Ni20 protection tube, grounded spring-loaded element, flange mount. Utility piping, boiler outlets, vibration-heavy rotating machinery up to 1100 °C. Threaded, flange, weld-pad, and sanitary-clamp mounts available. Browse assembled thermocouples.
Pair any probe with the HM100 head-mount temperature transmitter for 4-20 mA HART output, cold-junction compensation, and per-point linearisation. Where process pressure or erosion rules out a bare MI probe, add a thermowell sized to bore and flow velocity before ordering the element.
Need a configuration sheet for a specific process? Send inlet/outlet temperature, line size, flow velocity, and hazardous-area class. We reply inside one working day with drawings and a quote.
Frequently Asked Questions
Use grounded for closed-loop control and transient tracking where no stray current enters the shell. Use ungrounded whenever the process or its surroundings can push current through the metalwork: induction heaters, electrolyzers, plasma torches, VFD-driven motors, or any plant with multi-point earth bonding issues. Exposed stays in laboratory air-flow rigs.
Disconnect both leads. Put a multimeter between either lead and the sheath. A grounded junction reads below 1 Ω. An ungrounded junction reads open circuit on a basic meter. For a proper factory check, apply 500 V DC between lead and sheath and confirm insulation resistance above 1000 MΩ at 15 to 35 °C and 45 to 75 % relative humidity.
No. Grounding the junction is a design choice for speed, not a safety requirement. The sheath itself is usually earthed through the cable shield and transmitter head, independent of junction type.
Steady-state monitoring with sub-2-second response, non-electrified process, moderate vibration, and a galvanically clean earth reference from sensor to control panel.
A grounded probe welds the two thermoelement wires to the inside of the sheath tip, making sheath and junction one electrical node. An ungrounded probe insulates the weld bead inside packed MgO, keeping the junction at floating potential. See the cutaway in section 2.
A Type K Φ3 mm MI probe 1 metre long shows 1 to 3 Ω lead-to-lead. Junction-to-sheath: grounded below 1 Ω, ungrounded above 1000 MΩ at 500 V DC. Values outside those bands mean the junction is damaged or contaminated.
Need a grounded, ungrounded, or exposed thermocouple sized for your process? Send us inlet/outlet temperature, line size, flow velocity, and hazardous-area class, and we will reply inside one working day with drawings and a quote. Start at HMK sheathed thermocouples or HMK assembled thermocouples.