Type N Thermocouple — The K-Replacement for 300–1200 °C Cyclic Service
Nicrosil-Nisil element, rated −270 to +1300 °C, built to stop the Cr preferential-oxidation (green rot) drift that kills Type K wire in marginally oxidizing furnace atmospheres. HMK ships it in sheathed, assembled, explosion-proof Ex d IIC, and multi-point forms, all drop-in to a K-type tag number.
Reviewed by Ye Dong · GB/T 16839.1-2018 & IEC 60584-1 compliant · ISO 9001:2015 manufacturing
Range
−270 to +1300 °C
Tolerance
Class 1 ±1.5 °C
Alloy
Nicrosil / Nisil
Certification
Ex d IIC T1…T6
Available Type N Configurations from HMK
Type N is not a separate product line; it is an element option across our four thermocouple product categories. You can order Type N in whatever mechanical form the application demands: sheathed for quick-response immersion, assembled with a thermowell for petrochemical service, explosion-proof for hazardous areas, or multi-point for reactor profiling.

Sheathed Type N (WRN-N)
- Flexible MI cable Ø 1.0–8.0 mm
- Grounded / ungrounded / isolated
- 0 to 1200 °C continuous

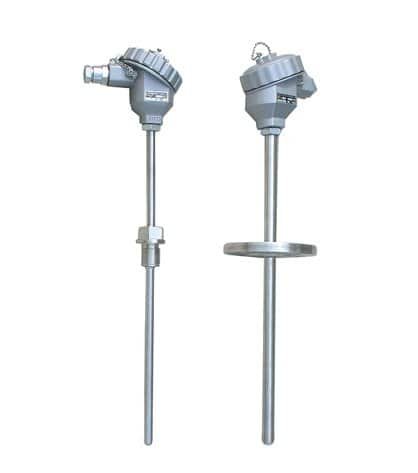
Assembled Type N (WRM Series)
- Fixed / flanged process connection
- NPT, G, ASME flange, socket-weld
- Al₂O₃ 99% ceramic inner tube
Explosion-Proof Type N (Ex d IIC)
- Ex d IIC T1–T6 Gb, Zone 1/2
- Integrated HART 4–20 mA head option
- ATEX / IECEx equivalent
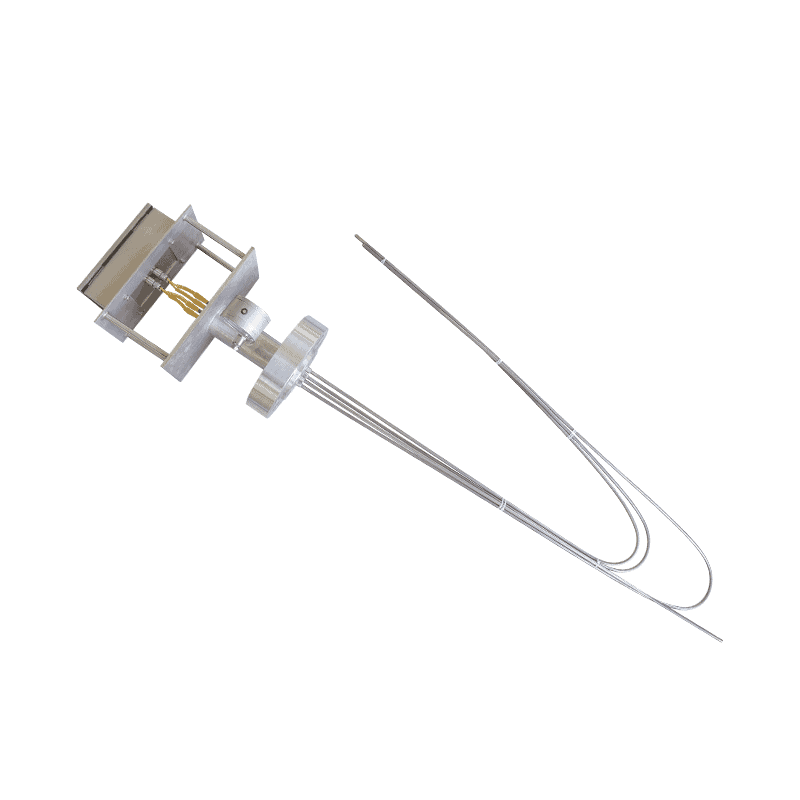
Multi-Point Type N
- Up to 60 measuring points per probe
- Fixed-bed / fluidized-bed profiling
- Remote I/O historian integration
Type N vs Type K — The Engineering Case
Type K is the default thermocouple in most furnace specifications, and in most cases, that default is fine. The problem arises in a specific window: continuous service above 600 °C in atmospheres that are oxidizing but oxygen-starved. Think reheat furnaces, cement kilns, petrochemical crackers, thermal oxidizers. In that window, Type K suffers the failure mode known industrially as green rot (technically, Cr preferential oxidation of the positive leg). Type N exists to stop it.
Side-by-side comparison
| Parameter | Type K | Type N |
|---|---|---|
| Positive leg alloy | Chromel (Ni-10Cr) | Nicrosil (Ni-14.4Cr-1.4Si) |
| Negative leg alloy | Alumel (Ni-2Al-2Mn-1Si) | Nisil (Ni-4.4Si-0.15Mg) |
| Temperature range | −270 to +1372 °C | −270 to +1300 °C |
| Sensitivity (100–1000 °C avg) | ≈ 41 µV/°C | ≈ 39 µV/°C |
| Class 1 tolerance | ±1.5 °C or ±0.004|t| | ±1.5 °C or ±0.004|t| |
| Green-rot resistance | Poor | Excellent |
| Drift @ 1000 °C, 3000 h (cyclic marginal-O₂) | 8–15 °C | 2–4 °C |
| SRO instability 300–500 °C | Present (the "K-type notch") | Suppressed |
| Cost per meter of wire (bare) | Reference (1.0×) | 2.0–2.3× |
| TCO per 1,000 furnace-hours | Reference (high) | 30–45% lower |
Sensitivity and price favor Type K, and buyers tend to overweight both. The numbers that actually predict service life in high-temperature industrial duty are green-rot resistance, measured drift, and SRO stability, and all three favor Type N, often by a factor of 3× or more. In a reheat furnace running 8,000 hours a year, that is one replacement every three or four years rather than every twelve to eighteen months.
When Type K still wins
Type K remains the correct choice below 600 °C, in fully oxidizing atmospheres (clean air with more than 5% O₂), in short-duration test-bench work where drift doesn’t accumulate, and where procurement frameworks lock the wire specification. Do not rip out perfectly healthy K-type loops to chase marginal drift improvements. The upgrade logic is forward-looking: at the next replacement, or at the next furnace-rebuild shutdown, spec Type N. For a different scenario — reducing atmospheres (hydrogen, ammonia, vacuum) or moderate temperatures up to about 540 °C — Type J is the iron-constantan alternative; see our Type J thermocouple guide for the full vs-K decision matrix.
Why Type N Exists: The Green-Rot Problem
Green rot is not a marketing term. It is a well-documented metallurgical failure mode of nickel-chromium thermocouple positive legs in atmospheres where oxygen partial pressure drops below about 10⁻³ atm, which works out to roughly 0.5–5 ppm O₂ in balance N₂/CO/CO₂/H₂O. These conditions are common in:
- Steel reheat furnaces with sealed combustion (stoichiometric or sub-stoichiometric burners)
- Rotary cement kilns downstream of the calcining zone
- Petrochemical cracking coils in the convection section
- Gas-fired glass-melt tanks
- Reducing-atmosphere heat-treat furnaces for stainless and tool steels
The mechanism
In a Chromel positive leg at 800–1200 °C, chromium and nickel both diffuse toward the surface. When O₂ partial pressure is sufficient, chromium oxidizes to Cr₂O₃, forming a continuous protective scale that slows further oxidation. When O₂ partial pressure is marginal, Cr₂O₃ formation is non-uniform: chromium is selectively depleted from the wire bulk, but no continuous protective layer forms. The wire’s Cr content falls, its Seebeck coefficient drifts, and the surface takes on a visible green cast. That is where the name green rot comes from.
Field data from Sinopec petrochemical coils and Baosteel reheat furnaces, published in Chinese instrumentation-society maintenance journals, shows Cr content in the Chromel positive leg dropping from 10% nominal to as low as 6–7% after 3,000 hours in marginal-O₂ service, with a corresponding EMF drift of 8–15 °C at 1000 °C reading.
Nicrosil’s defence
Nicrosil changes the metallurgy to close this window. Two changes matter:
- Cr content raised from 10% to 14.4%. A larger Cr reservoir delays the point at which selective depletion becomes measurable.
- Silicon added at 1.4%. Silicon oxidizes preferentially to SiO₂ at these temperatures, forming a thin, continuous, sub-surface silica-rich layer that suppresses further Cr transport to the surface and stabilizes the alloy composition.
The negative leg (Nisil) follows the same logic: Si at 4.4% forms a protective Si-rich oxide and suppresses the short-range-order (SRO) instability that causes Type K’s famous 300–500 °C drift hump.
In identical cement-kiln conditions, a Type K element drifts 8–15 °C after 3,000 h; a Type N element drifts 2–4 °C. For applications where drift (not hard failure) is the trigger for replacement, that is a 3–5× service-life improvement.
Temperature Range and Accuracy Classes
Type N’s accuracy classes are defined in two standards that you will see quoted side-by-side in Chinese procurement specs and English datasheets. They agree on the numbers but differ in how they partition the temperature ranges.
IEC 60584-1 (international, adopted as EN 60584-1 in Europe)
| Class | Tolerance — whichever is greater | Valid range |
|---|---|---|
| Class 1 | ±1.5 °C or ±0.004 |t| | −40 to +1000 °C |
| Class 2 | ±2.5 °C or ±0.0075 |t| | −40 to +1200 °C |
| Class 3 | ±2.5 °C or ±0.015 |t| | −270 to −40 °C (sub-zero extension) |
GB/T 16839.1-2018 (Chinese national standard, harmonized with IEC)
The Chinese standard reproduces the IEC Class 1 / Class 2 / Class 3 tolerances verbatim, but adds a commentary clause worth flagging for large Chinese capital projects: for Class 1 elements used above 1000 °C, the manufacturer may, with the buyer’s agreement, qualify the element up to 1200 °C provided lot-sample verification at three points (1000, 1100, 1200 °C) is documented. This extended-Class-1 qualification is common on Sinopec and CNBM tenders for high-temperature reheat service. IEC 60584-1 does not prohibit the practice but does not codify it.
What this means in procurement
- For most service up to 1000 °C, Class 1 is the default spec.
- For service to 1200 °C, Class 2 is the safe default; request extended-Class-1 only if the buyer is prepared to audit lot-sample data.
- Below −40 °C (cryogenic pipelines, LNG heat tracing), Class 3 is the only option. Class 1/2 are not defined sub-zero.
HMK factory-verifies every Type N element at two check points: an ice-bath reference-junction zero, and a furnace comparison against a working-standard thermocouple. We issue a signed test report with each shipment.
Type N EMF Reference (Selected Points)
Full millivolt-to-temperature tables for Type N are published in IEC 60584-1 (2013) Annex A. The short reference below is enough to size a loop and sanity-check a reading at the 4–20 mA transmitter end. All values are EMF at the measuring junction with the reference junction held at 0 °C.
| Temperature (°C) | EMF (mV) | Avg sensitivity from previous row (µV/°C) |
|---|---|---|
| 0 | 0.000 | — |
| 100 | 2.774 | 27.7 |
| 300 | 9.341 | 32.8 |
| 500 | 16.748 | 37.0 |
| 700 | 24.527 | 38.9 |
| 900 | 32.371 | 39.2 |
| 1100 | 40.087 | 38.6 |
| 1300 | 47.513 | 37.1 |
Sensitivity is not constant. It climbs from ~28 µV/°C near room temperature to ~39 µV/°C through the mid-range, then tapers back to ~37 µV/°C at 1300 °C. A transmitter linearized as “Type N per IEC 60584-1” already handles this; a generic mV input card does not, so do not assume a single conversion factor. Type N’s room-temperature sensitivity is also lower than Type K’s, which means reference-junction compensation errors propagate more aggressively at low measuring temperatures. At a 100 °C measuring junction, a 1 °C CJC error becomes a ≈0.4 °C reading error for Type N versus ≈0.3 °C for Type K. For a deeper treatment see our cold-junction compensation guide.
Application Scenarios Where Type N Pays Back
Three industries generate the majority of our Type N shipments. In each case, the decision comes from a specific failure mode in the incumbent Type K installation and a measurable total-cost-of-ownership improvement.
Steel reheat and heat-treatment furnaces
Reheat furnaces for slab or billet reheating operate at 1100–1250 °C with gas burners tuned to slightly sub-stoichiometric to minimize scale formation. Oxygen partial pressure in the soaking zone typically runs 0.2–1%, exactly the marginal window where Type K green-rot is fastest. Typical K-type service life in a running 3-zone reheat furnace: 14–18 months before drift exceeds ±10 °C at 1200 °C setpoint, triggering a planned replacement at the next shutdown.
Type N in the same service: 36–48 months, with end-of-life drift typically 3–5 °C. For a furnace with 24 thermocouple points, that is roughly one full replacement cycle avoided per decade. Avoided replacements include the downtime cost, which at a hot-rolling mill runs ¥8,000–¥12,000 per hour of outage.
Cement rotary kiln — downstream of calcining zone
Rotary kilns at 1200–1450 °C have a combustion chemistry that swings between oxidizing and marginally reducing as raw-mix alkalinity changes. The downstream zone (calciner outlet to preheater inlet) is where Type K suffers: high dust loading, frequent thermal cycling during kiln stops, and oxygen at 1–3%. A Chinese cement-industry case study at a Conch Cement plant in Anhui documented a Type K → Type N changeover across 18 kiln-line thermocouples that reduced annual thermocouple replacement spend from ¥14.4 k to ¥8.1 k and, more importantly, cut instrument-triggered unplanned trips from 4 to 0 in the first year.
Petrochemical ethylene cracker convection section
Ethylene cracking coils operate at 800–1100 °C coil-outlet temperature, with the convection section in the same oxygen-starved combustion-gas environment. Type K drift in this service was historically accepted as a fact of life and managed by scheduled annual replacement. Moving to Type N on a modern naphtha cracker at Sinopec Yanshan extended the replacement interval from 12 to 30 months on the convection-section coil-outlet thermocouples, with the added benefit that drift-compensated firing reduced downstream product-specification variance.
The simple cost math
For 1,000 furnace-hours of service, the total ownership cost comparison (Chinese industrial procurement data, normalized to 2024 CNY):
| Line item | Type K | Type N |
|---|---|---|
| Wire cost per replacement (¥) | 80 | 180 |
| Expected replacements per 1,000 h | 5 | 1.5 |
| Subtotal wire (¥) | 400 | 270 |
| Downtime per replacement (hr) | 3 | 3 |
| Outage cost at ¥8,000/hr (¥) | 120,000 | 36,000 |
| Total (¥) | 120,400 | 36,270 |
The “wire is cheap” argument against Type N evaporates the moment you price the outage hour. At most process plants, outage cost dominates by 2–3 orders of magnitude.
How to Identify a Type N Thermocouple in the Field
When you inherit an installation and the tags are missing (a common situation during turnarounds), there are two quick verifications: the color code, and a short-circuit resistance check.
Color code by standard
| Standard | Positive leg | Negative leg | Overall jacket |
|---|---|---|---|
| ANSI MC96.1 (US) | Orange | Red | Brown / Orange |
| IEC 60584-3 (international) | Pink | White | Pink |
| GB/T 2614 (China) | Orange | Blue | Orange |
| BS 1843 (UK, legacy) | Orange | Blue | Orange |
Note the ANSI/China “orange positive” alignment. If you see orange on the positive leg and red or blue on the negative, start with the assumption that it is Type N and verify resistance.
The short-circuit method — 3-step field diagnostic
This is a standard petrochem field-tech procedure for isolating an element failure from an extension-wire failure without removing the thermowell. All three steps take under 60 seconds at the field junction box with a handheld multimeter.
- Disconnect the extension wires from the field junction. Read open-circuit millivolts at the head; the value should match expected EMF for the current process temperature within ±2%. If it does, the element is healthy; the fault is downstream.
- Short the positive and negative terminals at the head and walk to the next junction. mV should read ~0. If you read several mV, you have a parasitic thermal EMF, typically at a connector with dissimilar metal contact.
- Measure loop resistance at the head with the element connected. For a 2 m sheathed Type N element, expect roughly 4–8 Ω including the wire. A reading above 50 Ω indicates wire damage or a developing cold joint; above 1 kΩ indicates an open element.
This three-step method isolates the fault in minutes. It tells you whether to replace the element, the extension wire, or just clean a terminal, a distinction worth making before a hot-job permit is raised.
Frequently Asked Questions
Can I swap Type K for Type N without rewiring?
No. The wire, connectors, transmitter linearization, and junction compensation are all Type-specific. Type N requires Type N extension wire (per IEC 60584-3), a Type N connector (typically orange body, keyed), and a transmitter configured for Type N linearization per IEC 60584-1. The mechanical fit (thermowell, flange, head) is identical, so the element drops into the existing thermowell, but everything from the element junction back to the control system has to match.
What is the maximum continuous temperature for Type N?
Continuous service limit is 1200 °C for Class 2 elements in a suitable sheath (Inconel 600 or 1.4841/310S stainless to ~1100 °C; high-purity Al₂O₃ ceramic to 1300 °C). Short-term excursions to 1300 °C are allowed per IEC 60584-1 but should not be repeated. The sheath, not the element, usually sets the practical ceiling.
Type N vs Type S — when does a noble-metal thermocouple still win?
Type S (platinum–10% rhodium / platinum) remains the right choice above 1300 °C, in strongly oxidizing atmospheres at 1400–1600 °C, for certified primary-calibration service, or where the total noble-metal cost is justified by the application (glass-melt, high-purity heat treat). Below 1300 °C, and for any service where Type S’s lower sensitivity (≈10 µV/°C vs Type N’s ≈39 µV/°C) would compromise loop resolution, Type N is the cheaper and more practical answer.
Does Type N work below 0 °C?
Yes, down to −270 °C per IEC 60584-1 Class 3. Practical use is limited: below about −200 °C the sensitivity falls to ≈15 µV/°C, which strains most transmitters. For cryogenic service (LNG, liquid hydrogen), most plants prefer Pt100 RTDs or Type T thermocouple. Type N works, but is rarely the first choice.
What is the lead time and minimum order for OEM projects?
Standard WRN-N / WRM Type N elements ship from stock in 5–7 days for quantities up to 50. Custom sheath lengths, thermowell combinations, or Ex-certified assemblies run 3–4 weeks. OEM private-label arrangements with co-branded tags and project-specific test reports start at 100 units per project. Request a quote below and our engineering team will confirm lead time against your spec sheet within one working day.
Need Type N with your thermowell spec?
Send your tag list, process conditions, and sheath requirements. Our temperature team will return a quote with drawing approval within one working day.
Request Quote →